时间:2015-03-23更新时间:2015-03-23
如果您想了解我们的产品,可以随时拨打我公司的销售热线或点击下方按钮在线咨询价格!
立即拨打电话享更多优惠:0371-67772626
格子型球磨机的结构设计与普通的球磨机设备有很大的不同,工作原理也有很大差异。格子型球磨机在工作过程中容易产生传动部分振动严重的现象,这给设备的正常工作带来了很大的阻碍,必须找准原因,合理解决。
球磨机传动结构设计如图2。
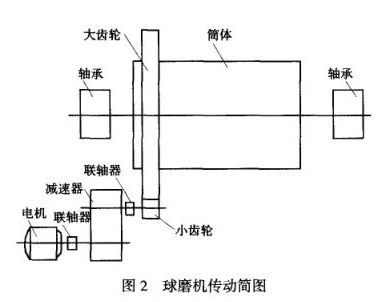
经过仔细研究,确定造成传动部位振动大的根本原因主要有以下三点:
1、大齿圈径向跳动公差超出允许范围
大齿圈与筒体连接无定位装置,螺栓与螺栓孔有间隙,在大齿圈安装和每次调整后,虽然按照要求校正过大齿圈的径向跳动公差,但每次要校正到规定值,难度非常大,基本上没有做到过,校正后大齿圈小值在1.2mm以内,勉强能维持运转。当球磨机运转一段时间后,由于螺栓松动,大齿圈移位,径向跳动公差大大超出规定范围。
2、大齿圈在制造和加工运输过程中产生变形
由于大齿圈是两半的分体式,虽然安装方便,但制造、运输及安装过程中易产生误差,整体圆度难以达到要求,在运转过程中造成大齿圈偏心运转,从而使传动部位产生振动。
3、大小齿轮齿顶间隙和接触面积不合理
更换小齿轮或每次出现故障时,大小齿轮都要进行调整,由于大齿圈经过一段时间的运转,齿面磨损,在调整时齿顶间隙按照新安装时的数值调整,接触面积不合理,将会造成传动系统振动。
改进大齿圈与筒体的连接,改进后大齿圈与筒体法兰连接见图4。
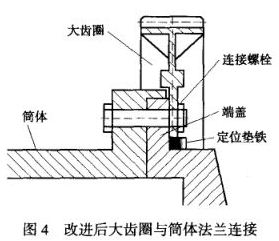
在图4中,当大齿圈径向跳动误差调到要求范围之内后,在大齿圈与端盖之间用垫铁固定,垫铁沿圆周方向放置6个,斜垫铁焊接在端盖上,压紧连接螺栓,即使螺栓松动大齿圈也不会错位。定期检查并紧固连接螺栓,保证连接螺栓不松动,大齿圈径向跳动误差始终不超出规定范围,杜绝了因大齿圈径向跳动超差而引起的振动,传动系统也能平稳运行。
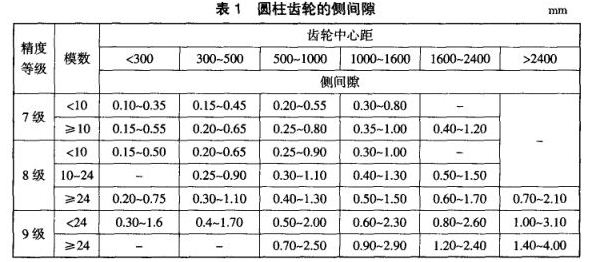
新齿安装时的齿顶间隙和齿侧间隙的合理确定。球磨机新安装或者大小齿轮全部更换后的齿轮间隙调整,主要以齿侧间隙为主,齿顶间隙为辅的原则进行,齿轮啮合的齿侧间隙标准见表1,齿顶间隙为0.25倍模数。
磨损后齿轮装配的齿顶间隙合理确定。在大齿圈运转一段时间后,齿面会有一定量的磨损,更换小齿或者重新调整时,齿顶间隙须大于原新安装时的间隙。
接触面积的合理确定。接触面积用相啮合的两齿轮在沿齿长和齿高上相接触部分占齿全长和全高的百分数来表示,规定接触面积沿齿高≥40%,沿齿长≥50%,且应趋向于齿轮中部位置。接触面积不应低于齿轮传动公差的要求,正常啮合的接触面积应均匀的分布在齿轮的工作面上。
总之,格子型球磨机大齿圈与简体的连接非常重要,在设计时要考虑到这一点,采用绞制孔螺栓沿圆周方向均布3个定位孔,这样可以保证球磨机大齿圈与简体的同心度,从而减小大齿圈在运转中的径向跳动误差。同时,注意发挥格子型球磨机格子板的作用,在更换小齿轮及维修时,只能将控制齿顶间隙的调整依据,这样才能确保球磨机的正常运转。我公司格子型球磨机的设计就是在此基础之上打造的,能够有效保证设备结构的稳定性,从而保证设备的工作,欢迎前来我公司咨询选购设备。