时间:2015-04-29更新时间:2015-04-29
如果您想了解我们的产品,可以随时拨打我公司的销售热线或点击下方按钮在线咨询价格!
立即拨打电话享更多优惠:0371-67772626
某铁矿选矿厂在实际生产过程中选矿工艺存在很大问题,导致了选矿效率低下.由入选原矿品位持续走低加上抛废效果差,入磨原矿品位也逐年走低,大量废石进入磨矿选别等后道工序后形成尾矿排入尾矿库,不仅浪费了大量能源和资源,而且增加了尾矿库压力.为充分利用矿产资源,我们红星选矿设备厂家对其进行磨前预选改造,降低废石品位,提高入磨品位,从而提高资源综合利用率.

该铁矿属热液交代型矽卡岩矿床,矿石的金属矿物主要是磁铁矿\赤铁矿,其次是褐铁矿\黄铁矿\黄铜矿;脉石矿物主要是蛇纹石\滑石\白云石\石棉,其次是玉髓\石英\方解石,少量云母\高岭土\绿泥石等;矿石嵌布粒度较细,矿石构造为致密块状.
铁矿选矿厂破碎系统采用3段1闭路流程,磨选系统采用1段闭路磨矿\先浮后磁流程.由于回收井下低品位原矿的需要,目前破碎粒度在25mm左右,加上现有的干式磁滑轮抛废工艺使用的是原始的预选工艺设备,造成原矿抛废效果不理想,矿废分离不清,入磨原矿废石含量高且铁品位低,而抛出的废石则铁品位偏高,造成大量资源流失,选矿运行效率低下.

结合生产实际状况,选矿厂经流程考查和试验研究查明,选矿厂目前仍存在以下问题:
(1)选矿厂破碎流程为3段1闭路流程,所使用设备为国产颚式破碎机和圆锥破碎机,设备落后老化状况严重.
(2)在低品位矿石回采过程中,大量黏性物质包裹矿石形成黏矿,同时磁性矿石与废石互相包裹黏连,这部分黏矿进入选场破碎系统后,堵塞破碎机破碎腔及振动筛筛孔,给选矿厂降低破碎粒度工作和磁滑轮抛废工作带来很大困难.
(3)选矿厂现有原矿抛废系统主要是在各条运输皮带头轮处因地制宜采用磁滑轮抛废,有的作业点由于条件限制而没有扫选作业.由于磁滑轮的分选过程是静态抛废,受料层厚度\皮带速度\原矿粒度等诸多因素影响,其分选效果很差.
试验试样在原矿给矿皮带上定时定点截取,具有很好的代表性.将矿样破碎到10mm,然后混匀\缩分\装袋,试验流程为1段湿式预选.磁场强度试验采用可变场强磁选机.

当磁场强度为222.93kA/m时,磁精矿铁品位较高,达到了43.16%,但铁回收率较低,只有91.45%;当磁场强度由222.93kA/m提高到414.01kA/m时,磁精矿铁品位降低,铁回收率提高;当磁场强度从286.62kA/m提高到350.32kA/m时,磁精矿铁回收率上升幅度明显,而当磁场强度从350.32kA/m再继续提高到414.01kA/m时,铁回收率上升幅度明显放缓;由此可见,湿式预选机的磁场强度选择350.32kA/m比较适宜.
湿式预选效果明显,磁场强度选择350.32kA/m时,磁精矿品位可提高到42.51%,废石品位只有4.82%,抛出废石的产率达到42.88%,铁金属回收率仍可保持在92.15%.
根据选矿试验研究结果,结合生产现场实际,实施了以下技改措施.
(1)将现振动筛下的25mm原矿用一条运输皮带引出,进入新增设的YKR2060重型振动筛,此筛作为预先和检查筛分设备,筛面上加高压冲洗水在形成湿式筛分的同时为湿式预选机造浆.
(2)重型振动筛的筛上产品(10~25mm)进入新增设的矿机生产的GP100型圆锥破碎机进行第4段细碎作业,破碎后产品返回重型振动筛形成闭路.
(3)重型振动筛筛下产品(-10mm)进入红星实施磁选机进行湿式预选(取消原流程所有磁滑轮抛废系统),得到磁精矿和底流.磁精矿经ZKR2045脱水筛脱水后用一条皮带返回提升矿仓进入磨选流程.
(4)湿式预选机的底流经2ZS1230双层振动筛首先分选出10~5mm建筑石料和5~1mm建筑石料,筛下产品(-1mm)用渣浆泵输送到NZY-30m浓缩池和XMZG450压滤机组成的浓缩压滤系统脱水后形成尾矿,作为烧结砖原料.
在进行上述一系列技改后,选矿厂主要选矿工艺指标见下表.
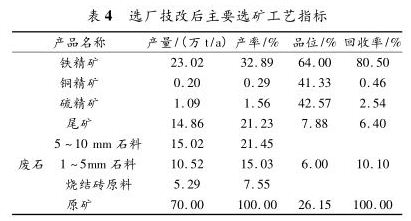
由表4可知,选矿厂技改完成后,与技改前选矿指标相比,技改后铁金属回收率提高了4.25个百分点,资源综合利用率提高了19.94个百分点,年多产品位为64%的铁精矿1.22万t,同时产出5~10mm建筑石料15.02万t和1~5mm建筑石料10.52万t,尾矿烧结砖原料5.29万t,同比减少尾矿入库量13.96万t.
该铁矿选矿厂在充分利用原有生产设施的基础上,增加部分选矿设备进行磨前湿式预选工艺改造,通过优化工艺流程,得到了铁品位为64.00%\铁回收率为80.50%的铁精矿,铜品位为41.33%\铜回收率为0.46%的铜精矿,硫品位为42.57%\硫回收率为2.54%硫精矿,充分回收利用了矿产资源,同比减少年尾矿入库量13.96万t,为矿山可持续发展创造了条件,经济效益和环境效益显著.