时间:2010-10-30 更新时间:2019-04-30
如果您想了解我们的产品,可以随时拨打我公司的销售热线或点击下方按钮在线咨询价格!
立即拨打电话享更多优惠:0371-67772626
本文分析了球磨机料位与球磨机功率的关系,提出优化运行区,并分析了与习惯运行区的差别,指出磨煤机经济运行问题就是料位的控制问题。

球磨机的功率-料位特性见图1。曲线1为球磨机的功率,空载即料位为0,此时功率为90%左右。随着料位的提高,功率先升后降,满罐时功率趋于零。曲线2为钢碰功率(钢球消耗功率),随着料位的提高,钢碰功率先升后降,满罐时钢碰功率趋于零。曲线3为煤功率(煤消耗功率),随着料位的提高,煤功率逐渐降低。钢碰功率与钢球损耗、衬板损耗、震动、噪音的大小成正比。煤功率与煤产量成正比。即曲线1为总功率,曲线2为无效功率,曲线3为有效功率。曲线1等于曲线2与曲线3之和,也就是说总功率等于无效功率与有效功率。
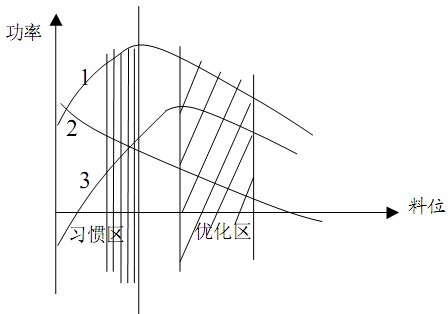
图1 球磨机功率—料位特性
随着球磨机内料位的增高,球磨机功率也相应增加,球磨机的产量也相应提高,因此给料量与产量可以随时平衡,球磨机的工作状态是自稳的。当料位继续增到某一值时,球磨机功率达到极大。随着料位进一步提高,功率下降,产量却继续提高。当产量达到极大值之后,料位继续增加,则球磨机功率和产量均下降。由于料位升高产量反而下降,球磨机的工作状态是不自稳的。因此不能工作在手动状态。在手动方式下,球磨机只能工作在功率大点的左侧,实际上由于料位没有灵敏可靠的测量手段,实际运行点远达不到出力点。这就是习惯运行方式的缺陷。在料位曲线上的相应区域称之为习惯运行区,在这个区域钢球的消耗能量约有50%左右,即钢球的能量约有50%左右是无效的。
出力点右侧磨煤机消耗功率比习惯运行区小,产量却比习惯运行区大。在这个区域钢球的能量不足25%是无效的。但是磨煤机在这个状态下的工作是不自稳的,只有在自动控制条件下才能正常工作。这个区域我们定之为优化运行区。从以上分析可以知道,优化运行区与习惯运行区的实际差别就是料位高,或者说是“存煤煤大”。磨煤机内的煤量直接影响的磨煤机功率、产量和无效损耗。只要控制料位在适当位置,磨煤机消耗的无效功率小,产量发反而提高。所以磨煤机经济运行问题就变成了好的料位的控制问题。
红星机器有限公司生产的音频球磨机料位自动装置,是在球磨机优化运行的理论建立起来的。料位是指球磨机运行时的载料量,即磨煤机内煤的体积减去钢球所占容积之比。这种监控系统的目的不在于精确地测量料位,而在于通过自动控制使球磨机运行在很好的料位下。监控系统的核心设备是TCS-200球磨机料位监控装置,该装置是基于很先进的MCS-96系列单片机的智能型装置。通过安装在球磨机罐体外的音频传感器接收罐体的噪音,传感器将接收的罐体噪音信号输入装置的音频电路进行预处理,通过A/D转换变为数字信号,单片机的微处理器对数字信号进行处理,得到料位的标征量,实现料位的测量,且很好地解决了抗干扰问题,因此测量结果不受周围环境噪音的影响。装置输出控制信号给给料机控制执行机构,控制给料机给料速度,实现给料自动。并通过特有的自寻优功能实现球磨机料位定值、出力或经济运行。同时该装置还具有料位及相关量的越限报警功能,使系统十分可靠。

当手操器在手动装置时,装置处于手动方式,给料速度由运行人员用手操器给定。当手操器在自动方式时,装置处于自动方式。通常使用两种自动方式:一是经济自寻优控制,通过面板可以设置经济出力控制方式,在球磨机和给料机均处于合闸状态时,将手操器切到自动位置,系统即进入相应的自寻优控制方式,即球磨机在不同物料质地、湿度线度,随时保持料位,使球磨机运行在经济状态,经济状态是指出力与电耗之比大,即制粉电耗小。二是料位定值控制,通过面板可以设置料位定值控制方式、给定值、PID方式和PID参数,在球磨机和给料机均处于合闸状态时,将手操器切到自动位置,系统即进入料位定值控制方式。
料位定值控制方式可以根据需要将料位始终控制在事先确定的料位上,这样可以用定值控制方式将料位始终控制在出力较大电耗又较小的水平上。料位及料位相关量超出通过主机面板给定的上下限时,主机将发出越限报警信号,包括前面板异常指示和外部声光报警。引入相关量是为了实现监控系统的信号冗余,以保证即使音频料位测量失败也不可能导致制粉系统事故。
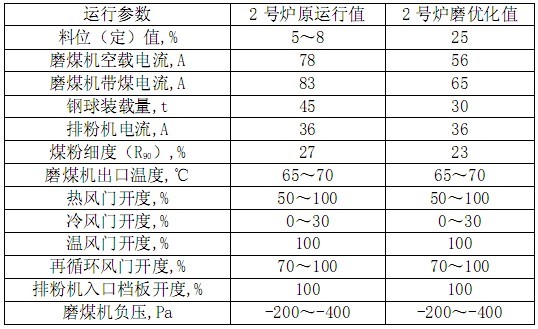
红星机械厂制造的GM320/580型球磨机。主要参数:转速18.46r/min,装球量55t,出力38t,电机型号Y500-64-6,电机功率800kW,定子参数6kV91.6A。1999年第四季度利用炉小修机会,在甲、乙磨煤机上采用陕西天安智能技术有限公司生产的音频球磨煤机料位自动装置,通过威海电厂对磨煤机出入口轴封进行密封改造、对制粉系统进行优化调整(见表1),使该系统运行取得显著经济效益。改造后,实现了给煤量自动调节,同时实现了温度、通风量和负压的稳定运行,简化运行操作。以磨煤机料位自动监控为基础,对主要运行参数实现了严格的定量标准和有效的控制手段,实现了制粉系统规范化运行。通过制粉系统优化调整,使磨煤机长期稳定地工作在高料位区域,即优化运行区。不仅减少了钢球装载量,而且保证了制粉系统在好的工况下运行,降低了单耗和钢耗,延长了设备使用寿命。另外料位自动装置的音频信号不仅作为控制输入信号,而且换算出料位直观的显示于板面上。
表1 制粉系统优化运行参数
该项技术使#2炉磨煤机始终处在好的工况下运行,降低了磨煤机单耗,见表2。
表2 改造前后#2炉磨煤机分月单耗实际统计(kWh/t煤)
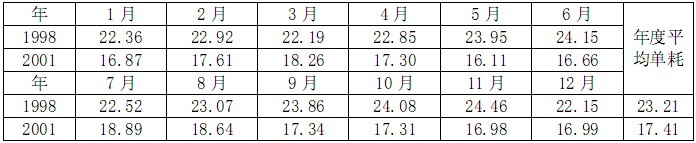
改造前的1998年平均磨煤机单耗23.21kWh/t煤,改造后的2001年平均磨煤机单耗17.41kWh/t煤,降低单耗5.8kWh/t煤。按年耗煤量25万t计算,年节电量约145万kWh。
上一篇:红星锤式破碎机的详细介绍
下一篇:安县进一步加强制砂设备整治力度